

深孔钻短刀旋转精度更高,是什么原因
文章作者:台翰机械 发布时间: 浏览次数:2428次
摘要:你们了解过深孔钻短刀吗?该产品采用的是两种加工工艺,一种是短工件加工,另一种是长工件授油,它有着承载能力大,耐磨性好等优点,感兴趣的话就随小编一起来了解下吧!

你们了解过深孔钻短刀吗?该产品采用的是两种加工工艺,一种是短工件加工,另一种是长工件授油,它有着承载能力大,耐磨性好等优点,感兴趣的话就随小编一起来了解下吧!
深孔钻短刀
根据工件的长短,该产品选用两种加工工件艺:短工件采用授油器授油并液压顶紧;长工件采用由镗杆尾部授油,四爪卡盘夹紧。授油器采用创新的主轴式结构形式,承重性能有很大提高,旋转精度更高。床身导轨采用适宜深孔加工机床的双矩形导轨,承载能力大,导向精度好;导轨经过了淬火处理,耐磨性较高。适用于机床制造、机车、船舶、煤机、液压、动力机械、风动机械等行业的镗削、滚压加工,使工件粗糙度达0.4-0.8μm。本系列深孔镗床根据工件情况,可选择下列几种工作形式:1、工件旋转、刀具旋转和往复进给运动;2、工件旋转、刀具不旋转只作往复进给运动;3、工件不旋转、刀具旋转和往复进给运动。 深孔钻短刀加工工艺要求.
深孔钻短刀
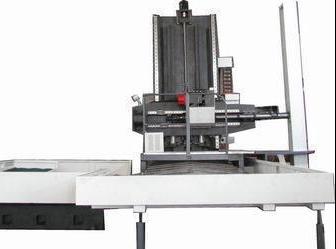
卧式车床
深孔钻短刀用于加工孔径比(D/L)为1:6以上的深孔,如枪管、炮筒和机床主轴等部件中的深孔。工件旋转(或工件、刀具同时旋转)的深孔钻床类似于卧式车床。深孔钻床有通用的,专用的和由普通车床改装的,为了便于冷却和排屑,深孔钻床的布局都是卧式的,深孔钻床的主参数是Zui大钻孔深度。为了满足深孔加工的工艺要求,深孔钻短刀应具备下列条件:1)保证钻杆支架(其上有钻杆支承套)、刀具导向套与床头箱主轴和钻杆箱主轴的同轴度。2)无级调节进给运动速度。3)足够压力、流量和洁净的切削液系统。4)具有安全控制指示装置,如主轴载荷(转矩)表、进给速度表、切削液压力表、切削液流量控制表、过滤控制器及切削液温度监测等。5)刀具导向系统。深孔钻头在钻入工件前靠刀具导向保证刀头准确位置,导向套紧靠在工件端面。
深孔钻短刀
以上就是关于深孔钻短刀的相关介绍,该产品不同于普通的产品,它能够冷却和排屑,满足了许多深孔加工的工艺要求。
本文由自动钻孔机厂家-台翰机械整理发布,转载请注明出处,原文地址:http://auction.monadaapp.com/news/278.html
延伸阅读
Zui新资讯
/NEWS 在线客服
在线客服