

铝材深孔钻加工中的钻孔操作方法步骤分析
文章作者:台翰机械 发布时间: 浏览次数:3609次
摘要:今日,小编要着重给广大网友们介绍的是铝材深孔钻加工之钻孔操作方法及深孔钻加工能力范围,对此还不是很清楚的网友们可别错过下文那么好的了解机会,相信网友们看完之后会对铝材深孔钻加工有个更加全面的了解哦!
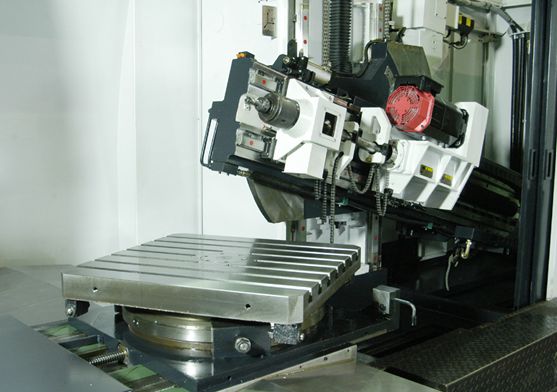
深孔钻床,有别于传统的孔加工方式,主要依靠特定的钻削技术(如枪钻、BTA钻、喷吸钻等),对长径比大于10的深孔孔系和精密浅孔进行钻削加工的的专用机床统称为深孔钻床。其代表着先进、高效的孔加工技术,加工具有高精度、高效率和高一致性。接下来,小编就给广大网友们详细介绍一下铝材深孔钻加工的情况,希望网友们喜欢!
铝材深孔钻加工
铝材深孔钻加工之钻孔操作方法详解,如下所示:
铝材深孔钻加工装夹擦拭干净机床台面、夹具表表面、工件基准面,将工件夹紧,要求装夹平整、牢靠,便于观察和测量。应注意工件的装夹方式,以防工件因装夹而变形。
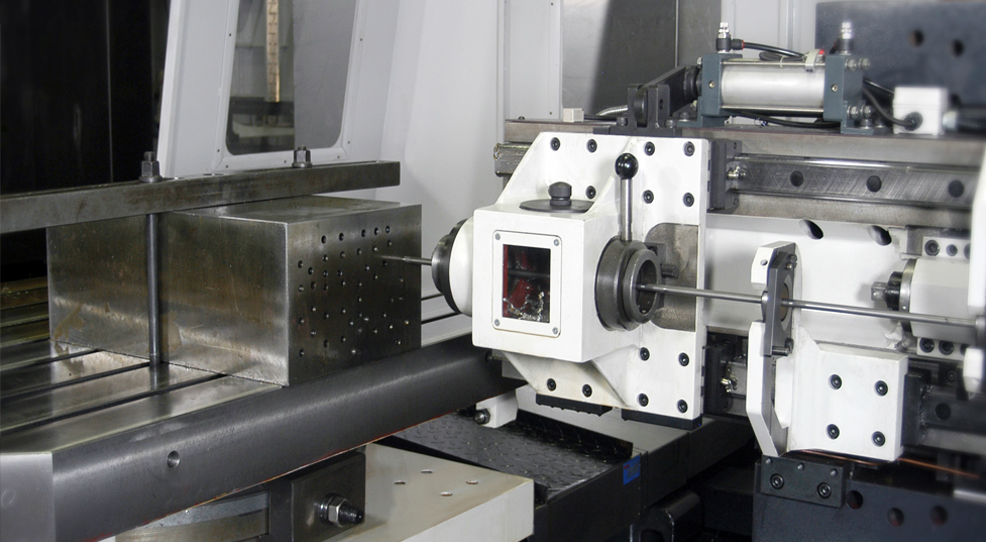
铝材深孔钻加工钻孔前必须先试钻:使钻头横刃对准孔中心样冲眼钻出一浅坑,然后目测该浅坑位置是否正确,并要不断纠偏,使浅坑与检验圆同轴。如果偏离较小,可在起钻的同时用力将工件向偏离的反方向推移,达到逐步校正。如果偏离过多,可以在偏离的反方向打几个样冲眼或用錾子錾出几条槽,铝材深孔钻加工厂,这样做的目的是减少该部位切削阻力,从而在切削过程中使钻头产生偏离,调整钻头中心和孔中心的位置。试钻切去錾出的槽,再加深浅坑,直至浅坑和检验方格或检验圆重合后,达到修正的目的再将孔钻出。
注意:无论采用什么方法修正偏离,都必须在锥坑外圆小于钻头直径之前完成。如果不能完成,在条件允许的情况下,还可以在背面重新划线重复上述操作。
铝材深孔钻加工
了解清楚铝材深孔钻加工之钻孔操作方法之后,让我们一起看看深孔钻加工能力范围吧!
正常深孔钻孔径加工范围D3~D40mm,单边深度1.8米,对接3.6米。
加工材质:A3, 45#,所有模具钢材,铝材,铜材,钛合金,有机玻璃,塑胶材质,不锈钢,花键轴,镀铬棒。
希望本次小编给广大网友们介绍的深孔钻加工能力范围以及铝材深孔钻加工之钻孔操作方法能帮到有需要的网友们哦!
本文由自动钻孔机厂家-台翰机械整理发布,转载请注明出处,原文地址:http://auction.monadaapp.com/news/270.html
下一篇:模具深孔钻加工,高精密机械支撑
延伸阅读
Zui新资讯
/NEWS 在线客服
在线客服